
Sprache

A Papier TUbe-Maschinekann auf der Oberfläche einfach aussehen – Papier aufrollen, Kleber auftragen, auf Länge schneiden. In realen Fabriken treten die Schwachstellen schnell zutage: instabile Rohrfestigkeit, Kleberverschmutzung, häufige Ausfallzeiten, langsame Formatwechsel, und inkonsistente Schnitte, die zu Verschwendung und Kundenbeschwerden führen. In diesem Artikel werden der Rohrherstellungsprozess, die häufigsten Produktionsprobleme und die tatsächlichen Maschinenfunktionen erläutert löse sie. Sie erhalten außerdem eine praktische Checkliste für den Kauf, eine Tabelle mit den einzelnen Funktionsproblemen und ein Wartungs-Playbook, damit Sie loslegen können Stabile Schichten mit weniger Überraschungen.
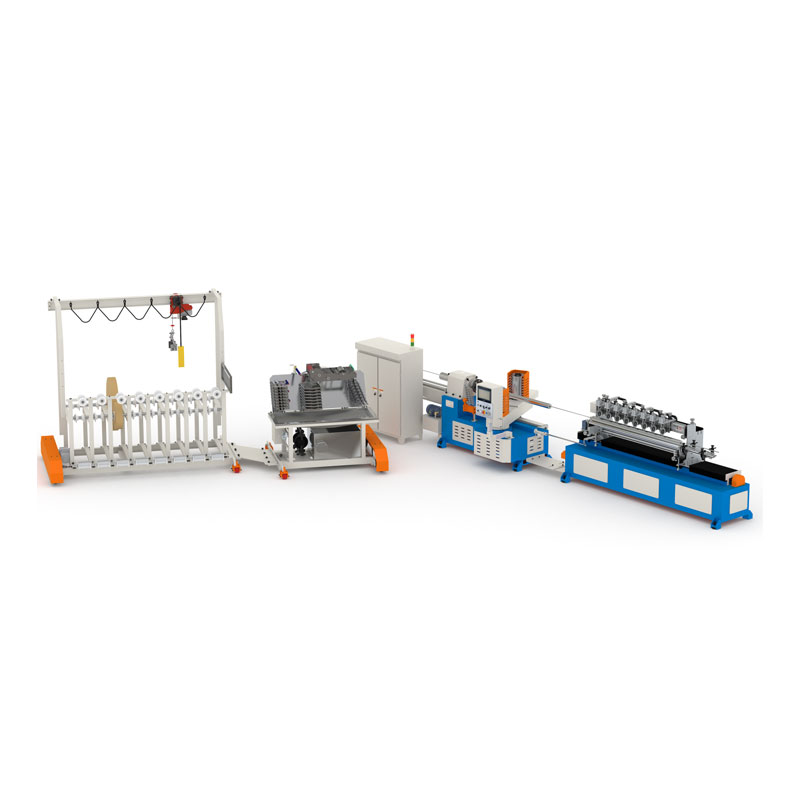
A Papierrohrmaschineformt Röhren, indem mehrere Lagen Papier um einen Dorn (manchmal auch Schaft oder Kern genannt) gewickelt werden. Kleben Sie sie mit Klebstoff zusammen und schneiden Sie dann das Rohr auf die erforderliche Länge zu. Abhängig von Ihrer Branche kann es sich bei der fertigen Tube um eine Verpackungstube handeln. ein Folien- oder Textilkern, ein zusammengesetzter Dosenkörper oder ein Strukturrohr, das als Schutzhülle dient.
Der Unterschied zwischen einem „Röhrenmacher“, der lediglich funktioniert, und einer Linie, die (höflich) Geld druckt, ist die Konsistenz: gleichmäßige Spannung, gleichmäßiger Klebstoffauftrag, gleichmäßiger Wickeldruck und gleichmäßiger Schnitt. Wenn diese Variablen abweichen, kommt es zu schwachen Rohren, Ovalität, Delaminierung, Staub, Klebstoffverunreinigungen oder schlechter Längentoleranz.
Schmerzpunkt 1: Inkonsistente Schlauchfestigkeit
Den Kunden ist es egal, dass die Papierchargen variieren oder sich die Luftfeuchtigkeit über Nacht ändert. Wenn das Rohr bricht, sich ablöst, oder beim Aufwickeln/Verpacken zusammenbricht, verlieren Sie Vertrauen und Spielraum. Festigkeitsprobleme sind in der Regel auf die Kontrolle der Papierspannung zurückzuführen. Gleichmäßigkeit des Klebstoffs und Stabilität des Wickeldrucks.
Schmerzpunkt 2: Kleberverschmutzung und instabile Verbindung
Zu viel Klebstoff führt zu Ausrutschen, Verschmutzung und Ausfallzeiten bei der Reinigung. Zu wenig führt zu Delamination und schwachen Verbindungen. Ein kontrollierter Leimzufuhrweg (und eine bedienerfreundliche Reinigungsroutine) ist oft die schnellste Verbesserung des ROI.
Schmerzpunkt 3: Langsame Umstellungen
Wenn der Wechsel von Durchmessern oder Wandstärken ewig dauert, vermeiden Sie Produktvielfalt und verpasste Bestellungen. Schnelle Größenänderungen basieren auf schnellen Anpassungsmechanismen, klaren Setup-Referenzen und stabilen digitalen Rezepten.
Schmerzpunkt 4: Schlechte Schnittgenauigkeit und raue Kanten
Schlechte Schnitte machen sich durch Längenunterschiede, Grate, gequetschte Enden und Kundenbeschwerden bemerkbar. Die Schnittstabilität hängt von der Steifigkeit, dem Zustand der Klinge, der Synchronisierung mit der Rohrvorschubgeschwindigkeit ab. und eine saubere Methode zur Staubbehandlung.
Wenn Sie eine neue Linie evaluieren, beginnen Sie nicht mit der Frage „Wie hoch ist die Höchstgeschwindigkeit?“ Beginnen Sie mit der Frage: „Welche Geschwindigkeit bleibt bei unseren Röhrenspezifikationen eine ganze Schicht lang stabil, ohne dass es zu Qualitätsabweichungen kommt?“
Wenn Sie den Prozess verstehen, können Sie erkennen, wo sich Instabilität einschleicht. Die meisten Papiertuben werden in dieser Reihenfolge hergestellt:
Ein StallPapierrohrmaschineist nicht „ein Merkmal“. Es ist eine Kette: Wenn die Spannung nachlässt, wird der Kleber ungleichmäßig; wenn der Kleber uneben ist, Wickeldruck verhält sich anders; Ändert sich der Wickeldruck, ändert sich auch die Schnittqualität. Eine gute Ausrüstung macht die Kette berechenbar.
Die folgenden Funktionen sind in der Regel am wichtigsten, wenn die Produktion real und nicht theoretisch ist:
| Produktionsproblem | Maschinenfähigkeit, die hilft | Worauf Sie bei der Bewertung achten sollten |
|---|---|---|
| Rohrablösung / schwache Bindung | Stabiler Kleberauftrag und kontrollierter Kleberweg | Gleichmäßiger Klebefilm, leicht zu reinigende Teile, klare Einstellbereiche für Ihr Papiergewicht und Ihre Tubenstärke |
| Ovale Rohre / schlechte Rundheit | Starres Formsystem und stabiler Wickeldruck | Konsistente Rohr-AD/ID-Messwerte, minimale Vibration, reibungsloser Betrieb bei Ihrer Zielgeschwindigkeit |
| Falten und Schichtfehlausrichtung | Gute Papierführung und Spannungsstabilität | Sauberer Bahnweg, zuverlässige Bremsung/Steuerung, wiederholbare Ausrichtung nach Rollenwechseln |
| Raue Kanten/Längenunterschied | Präzise Schnittsynchronisation | Schneiden Sie Proben über einen langen Zeitraum: Überprüfen Sie Grate, gebrochene Enden und die Konsistenz der Längentoleranz |
| Zu viel Ausschuss beim Anfahren | Schnelle Einrichtungsreferenzen und bedienerfreundliche Bedienelemente | Einfache Parameteranpassungen, klare Anzeigen, stabile Ergebnisse nach dem Neustart |
| Ausfallzeiten durch Reinigung und Staus | Wartungszugang und vorhersehbare Verbrauchsmaterialien | Einfache Reinigungsschritte, zugängliche Klebe-/Schneidebereiche, Standard-Verschleißteile |
Beachten Sie, was fehlt: vage Versprechen. Die besten Kaufgespräche drehen sich um Ihre Röhrenspezifikationen und Ihre Schichtrealität. Wenn ein Lieferant erklären kann, wie seinePapierrohrmaschinebleibt über einen langen Zeitraum stabil – insbesondere bei Rollenwechseln und Neustarts – Dann nähern Sie sich einer guten Entscheidung.
Bevor Sie Angebote vergleichen, klären Sie Ihre Anforderungen. Eine Maschine, die perfekt für dünnwandige Verpackungshülsen geeignet ist, kann für schwere Industriehülsen falsch sein. Verwenden Sie die folgende Checkliste, um zu vermeiden, dass Sie „fast richtig“ kaufen.
Definieren Sie Ihre Rohranforderungen
Bitten Sie um eine Proof-Run-Denkweise
| Was zu validieren ist | So validieren Sie es | Pass/Fail-Hinweis |
|---|---|---|
| Dimensionsstabilität (AD/ID/Rundheit) | Messen Sie Rohre über einen längeren Zeitraum und nach einem Neustart | Minimale Drift, stabile Messwerte ohne ständiges Drehen des Knopfes |
| Konstanz der Bindungsstärke | Querschnitte zuschneiden und gleichmäßigen Schichtverbund prüfen | Keine offensichtlichen Trockenzonen, kein übermäßiges Herausdrücken des Klebers |
| Schnittqualität | Überprüfen Sie die Enden auf Grate/Querschnitte. Überprüfen Sie die Längentoleranz | Saubere Kanten und reproduzierbare Länge über Chargen hinweg |
| Bedienererfahrung | Lassen Sie die Bediener die Verfahren zum Rollenwechsel und Neustart durchführen | Prozess bleibt ruhig; Das Setup ist klar und wiederholbar |
| Wartungsrealismus | Gehen Sie die Schritte zur Reinigung und zum Austausch von Verschleißteilen durch | Zugängliches Design und einfache Routinen, die nicht übersprungen werden |
Die Qualitätskontrolle bei der Rohrproduktion muss nicht kompliziert sein; es muss konsistent sein. Wenn Sie eine ausführenPapierrohrmaschineIm Maßstab wird eine kleine Drift schnell teuer.
Profi-Tipp: Wenn Ihr Abfall „zufällig“ ansteigt, ist das normalerweise nicht zufällig – verfolgen Sie, wann es passiert (nach Rollenwechseln, nach Stopps, in feuchten Perioden). und Sie werden ein Muster finden, das Sie korrigieren können.
Betriebszeit ist eine Strategie, kein Wunsch. Der einfachste Weg, eine zu behaltenPapierrohrmaschineBei Stable geht es darum, die Wartung als Teil der Produktion zu behandeln. Hier ist ein praktischer Ansatz, den viele Pflanzen verwenden:
| Frequenz | Was zu tun | Warum es wichtig ist |
|---|---|---|
| Pro Schicht | Reinigen Sie die Klebeflächen, entfernen Sie Papierstaub in der Nähe des Schnitts und prüfen Sie, ob der Kleber locker sitzt | Verhindert Ablagerungen, die zu einer instabilen Bindung und schlechten Schnitten führen |
| Täglich | Überprüfen Sie die Klingen/Werkzeuge, überprüfen Sie die grundlegenden Ausrichtungsführungen und überprüfen Sie bewegliche Teile auf ungewöhnliche Geräusche | Erkennt Verschleiß frühzeitig, bevor er zu Ausschuss und Ausfallzeiten führt |
| Wöchentlich | Schmierroutine, gründlichere Reinigung, Überprüfung der Spannung und Vorschubstabilität | Stabilisiert den Prozess und verhindert Drift |
| Monatlich | Überprüfen Sie den Ersatzteilbestand, inspizieren Sie wichtige Verschleißkomponenten und aktualisieren Sie die Bedienerschulung | Reduziert Notstopps und sorgt für einheitliche Abläufe in allen Teams |
Beginnen Sie bei der Fehlerbehebung mit den Symptomen und arbeiten Sie sich rückwärts vor: Wenn die Schnitte rau sind, geben Sie nicht sofort der Klinge die Schuld, sondern überprüfen Sie die Stabilität und Vibration des Rohrvorschubs. Wenn eine Delaminierung auftritt, geben Sie nicht sofort die Schuld dem Papier, sondern überprüfen Sie die Gleichmäßigkeit des Klebstoffs und die Spannungsabweichung. Eine ruhige Diagnose übertrifft jedes Mal panische Anpassungen.
Der Kauf von Ausrüstung ist eine Sache. Es ist eine andere Sache, es jahrelang reibungslos laufen zu lassen. Zu einer guten Lieferantenbeziehung gehören typischerweise: Praktische Inbetriebnahmeunterstützung, klare Bedienanleitung, zugängliche Verschleißteile und reaktionsschneller Service zur Fehlerbehebung. Das Ziel ist einfach: Halten Sie Ihre Linie vorhersehbar, damit Ihr Lieferplan zuverlässig bleibt.
Wenn Sie beziehen von Wenzhou Feihua Druckmaschinen Co., Ltd., behandeln Sie das Gespräch wie einen Produktionsplan: Teilen Sie uns Ihre Rohrspezifikationen, Ihre Materialrealität und Ihr Ausgabeziel mit – und fragen Sie dann, wie die Maschine bei langen Auflagen stabil bleibt. Neustarts und häufige Größenänderungen. Die Qualität der Antworten, die Sie erhalten, verrät Ihnen mehr, als eine Broschüre jemals könnte.
F: Welche Informationen sollte ich vorbereiten, bevor ich ein Angebot für eine Papierrohrmaschine anfordere?
A:Bereiten Sie Ihren Rohrdurchmesserbereich, Wandstärkenbereich, Längenbereich, das Papiergewicht/die Lagenzahl, den bevorzugten Klebstofftyp, die Zielleistung pro Schicht und alle besonderen Anforderungen vor (Endbearbeitung, Staubkontrolle, enge Toleranzen, häufige Größenänderungen). Je klarer Ihre Eingaben, desto genauer ist die Empfehlung.
F: Woher weiß ich, ob meine Probleme mit der Tubenfestigkeit auf die Maschine oder das Rohpapier zurückzuführen sind?
A:Karomuster. Wenn die Delaminierung nach Rollenwechseln, Stopps oder Feuchtigkeitsverschiebungen zunimmt, ist die Prozessstabilität wahrscheinlich beeinträchtigt (Spannung, Gleichmäßigkeit des Klebers, Wickeldruck). Wenn dies unter allen Bedingungen konstant geschieht, könnte die Kompatibilität des Rohmaterials oder des Klebstoffs der Auslöser sein.
F: Wie lässt sich die Schnittqualität realistisch beurteilen?
A:Urteilen Sie nicht anhand einiger weniger Beispiele. Fordern Sie einen Langzeitdurchlauf gemäß Ihren Spezifikationen an und überprüfen Sie dann die Schnittenden und die Längenkonsistenz im Laufe der Zeit – insbesondere nach einem Neustart. Gleichbleibende Sauberkeit und Toleranz sind wichtiger als ein einzelner „perfekter“ Schnitt.
F: Ist eine höhere Geschwindigkeit immer besser?
A:Nur wenn die Qualität eine ganze Schicht lang stabil bleibt. Eine hohe Geschwindigkeit mit schwankenden Abmessungen oder häufigen Reinigungsstopps kann zu weniger verkaufbarem Output führen als eine etwas langsamere, stabilere Linie.
F: Welche Wartungsaufgaben schützen die Qualität am unmittelbarsten?
A:Die Reinigung des Klebebereichs, Staubmanagement in der Nähe des Schnitts und routinemäßige Überprüfungen auf Vibration und Lockerheit sind große Vorteile. Diese verhindern die „kleine Drift“, die still und leise zu Ausschuss führt.
Sind Sie bereit, die richtige Papiertubenmaschine für Ihre Tubenspezifikationen und Ihr tägliches Produktionsziel zu finden?
Teilen Sie uns Ihren Durchmesserbereich, Ihre Wandstärke, Ihre Längentoleranz, Ihren Papiertyp und Ihre Zielkapazität mit – und wir helfen Ihnen bei der Erstellung einer praktischen Konfiguration bei dem eine stabile Produktion, schnelle Umrüstungen und saubere Schnitte im Vordergrund stehen. Wenn Sie weniger Überraschungen und vorhersehbarere Veränderungen wünschen, Kontaktieren Sie unsum Ihre Anwendung zu besprechen und eine maßgeschneiderte Lösung anzufordern.











